Plastic-Coated Steel Pipe Workshop
This plastic-coated steel pipe workshop handles pipes from 2 to 48 inches in diameter by applying a fused plastic coating via advanced processes like electrostatic spraying and immersion coating. We provide complete solutions for the entire production line—from pre-treatment and coating to curing, inspection, and finishing—ensuring medium-to-high output of pipes with uniform coating, strong adhesion, and precise tolerances for reliable corrosion protection.
Workshop
Production Equipment
![Sewing Machine]() Sewing Machine
Sewing Machine![Pre Bending Machine]() Pre Bending Machine
Pre Bending Machine![Plasma Cutting Machine]() Plasma Cutting Machine
Plasma Cutting Machine![Pipe End Facing Machine]() Pipe End Facing Machine
Pipe End Facing Machine![JCOE Forming Machine]() JCOE Forming Machine
JCOE Forming Machine![Internal and External Welding Machine]() Internal and External Welding Machine
Internal and External Welding Machine![Hydraulic Press Machine]() Hydraulic Press Machine
Hydraulic Press Machine![Edge Milling Machine]() Edge Milling Machine
Edge Milling Machine![Straightening Machine]() Straightening Machine
Straightening Machine









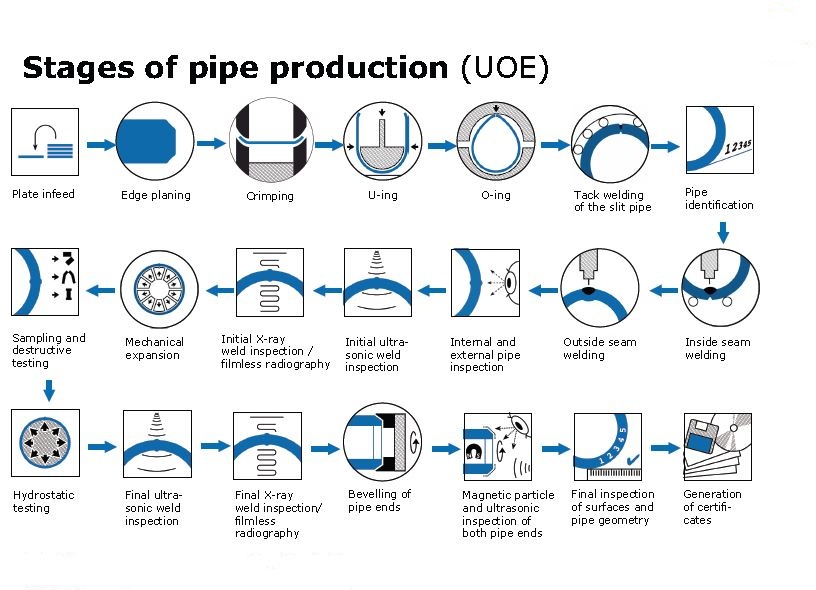
Manufacturing Process
Plastic-Coated Steel Pipe Manufacturing Process
The manufacturing of plastic-coated steel pipe begins with thorough surface preparation, where the steel pipe is cleaned via abrasive blasting and preheated. The core coating is then applied, typically through the Fusion-Bonded Epoxy (FBE) process, where electrostatically charged epoxy powder is sprayed onto the heated pipe, melts, and cures into a continuous, chemically bonded layer.
Alternatively, an extruded polyethylene layer can be applied over an adhesive primer. The pipe is then cooled and undergoes final inspection, including spark testing, to ensure a uniform, flaw-free coating that provides durable corrosion protection.
Inspection Center
Visual Inspection
The appearance inspection of welded joints is a simple and widely used inspection method. It is an important part of the inspection of finished products. It mainly finds the defects on the weld surface and the deviation in dimensions. It is usually visually inspected and tested with tools such as standard templates, gauges, and magnifiers. If the weld surface defects, there may be defects inside the weld.
Physical Method Inspection
The physical inspection method is a method that uses some physical phenomena to measure or test. Inspection of defects in materials or workpieces is generally performed by means of non-destructive testing. Non-destructive testing of LSAW steel pipe includes ultrasonic testing, radiographic testing, magnetic testing, and penetrating testing.
