3PE Coating Workshop
This 3PE (Three-Layer Polyethylene) coating workshop specializes in applying high-performance external anti-corrosion coatings to large-diameter steel pipes, typically from 16 inches and above. The process involves the sequential application of a three-layer system: a fusion-bonded epoxy (FBE) primer for corrosion protection, a copolymer adhesive layer for bonding, and an outer layer of polyethylene (PE) for mechanical and environmental protection. Our integrated production line provides a complete solution encompassing pipe surface preparation (blast cleaning and heating), precise multi-layer coating application, curing, and final inspection. This ensures medium-to-high volume output of pipes with exceptional, long-term corrosion resistance, mechanical durability, and reliability for demanding cross-country and subsea pipeline applications.
Workshop
Production Equipment
![Slight Stretch Reducing Mill]() Slight Stretch Reducing Mill
Slight Stretch Reducing Mill![Rotating Heat Furnace]() Rotating Heat Furnace
Rotating Heat Furnace![Pipe Cutter]() Pipe Cutter
Pipe Cutter![Piercing Mill]() Piercing Mill
Piercing Mill![Hot Rolling Mill]() Hot Rolling Mill
Hot Rolling Mill![Cooling Bed]() Cooling Bed
Cooling Bed





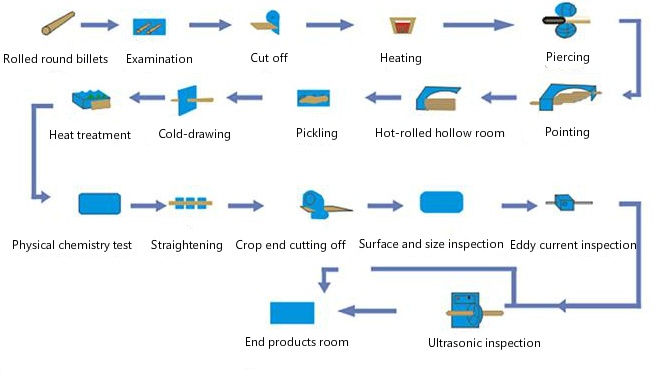
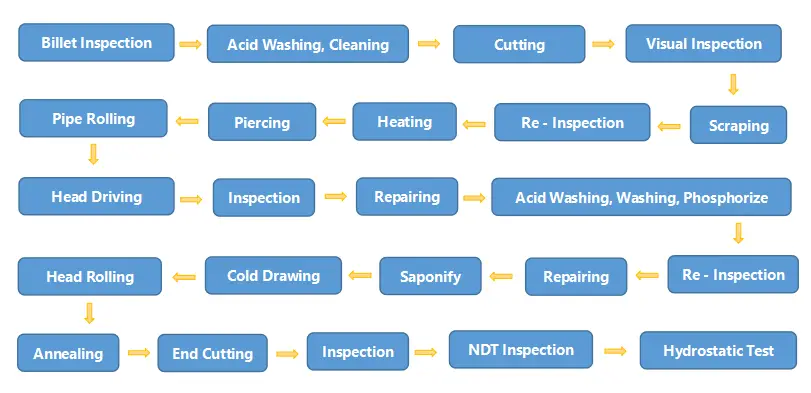
Manufacturing Process
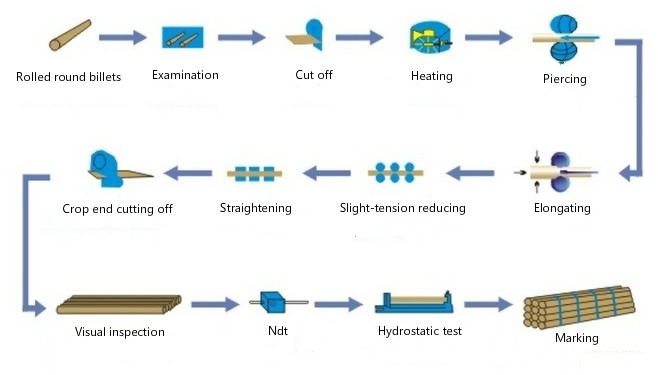
Manufacturing Process of 3PE Coated Steel Pipe
The 3PE coating process applies a robust, three-layer anti-corrosion system to steel pipes. It begins with thorough surface preparation, where the pipe is cleaned to a near-white metal finish and preheated. The three-layer system is then sequentially applied: first, a Fusion-Bonded Epoxy (FBE) primer coats the heated pipe for superior adhesion and cathodic disbondment resistance; second, a copolymer adhesive layer is extruded onto the curing FBE; and finally, a thick polyethylene (PE) sheath is extruded and wrapped over the adhesive to provide mechanical and environmental protection.
The coated pipe is then water-cooled and undergoes rigorous inspection, including holiday detection, to ensure a flawless, durable coating suitable for demanding pipeline applications.
Inspection Center
SMLS Pipe Inspection Flow
- Inspection of raw material by Mechanical and Chemical Room
Including: chemical properties size and shape of steel billet surface of steel billet macroscopic examination, nonmetallic material examination and crystal grains examination.
- Inspection of surface quality of material after acid cleaning by workshop
- Hot inspection of hollow billet after hot piercing by Workshop
- Inspection of the whole production process in workshop
- Mechanical properties of the production including yield tensile strength elongation impact value in Tensile Test Room
- Straightening cutting, and then inspected by worker and then do NDT in Exam Room
Inspected with Optical Spectrum Analyzer to check if there is any other grade of steel mixed.
